
Cette imprimante Flsun superracer (SR) fait beaucoup parler d’elle de part ses caractéristiques impressionnantes et qui font tout de suite penser à un avion de chasse. J’ai reçu cette imprimante en test il y a quelques semaines et je me suis amusé à créer des lithophanies très gourmandes en temps afin de voir comment elle s’en sort à haute vitesse et si on peut conserver une bonne qualité d’impression. J’ai aussi testé des impressions plus classiques et je vous ferais part des optimisations possibles dessus.
Caractéristiques techniques de la Flsun Superracer
- Taille d’impression : 260 (diamètre) x330mm
- Taille de la machine : 440x390x960mm (avec porte bobine)
- Poids de la machine : 13,6 Kgs
- Châssis aluminium et plastiques en ABS
- Bras en carbone 3K
- Rails linéaires
- Courroies 2GT 10mm (1250mm)
- Hotend Volcano
- Épaisseur de couche : 0.1-0.3mm
- Vitesse d’impression : 100-200mm/s
- Température de la buse : 180 ~ 240°c
- Température max du plateau : 100°c
- Diamètre de la buse : 0.4mm
- Système Bowden (PTFE de 565mm)
- Système d’exploitation : Mac / Windows7 / Windows10
- Format de support : G-Code
- Diamètre habituel de 1.75mm pour le filament
- Filaments compatible : PLA, PETG et TPU
- Carte mère 32bits (Robin Nano v3.0 pour la mienne ou SKR v1.3)
- Écran couleur tactile
- Impression USB, clé USB ou MicroSD
- Firmware embarquant Marlin en version 2.0.6
- Lecture carte SD
- 4 Drivers TMC2209 UART
- Extrudeur de type BMG à double entrainement (420 steps/mm)
- Plateau en verre de type Ultrabase amovible
- Capteur d’auto-nivellement amovible
- Récupération de l’impression après coupure de courant
- Alimentation 360w (24v 15A)
- Plateau chauffant
- Temps de chauffe buse (25 à 180℃):~ 1min30
- Temps de chauffe plateau (25 à 60℃):~2min
Afin de vous faire gagner du temps si vous recherchez certains fichiers :
- Manuel d’utilisateur/montage ici : Manual
- Code source Robin Nano v3 de la SuperRacer : Code source Firmware Nano v3.0
- Firmware 1.3
Le déballage
Tout comme le carton de la Flsun QQ-s Pro, celui de la flsun superracer est assez long et pas très large. On retrouve les habituelles mousses de protection nécessaires à sécuriser le transport depuis l’usine en Chine.





Comme toutes les imprimantes de chez Flsun cette SuperRacer arrive avec son lot d’outils pour le montage et réglage ainsi que pas mal de pièces en plus afin de pallier à d’éventuelles casses. Il y a aussi en cadeau : 200grs de filament, un tube de graisse pour les axes linéaires et le contact des tiges carbone, un porte-clés en forme de vase chinois et un disque à poncer (?)


Le montage
Le montage de la Flsun SuperRacer est plutôt simple et il vous prendra environ de 30 à 45min.
La première chose à faire est de mettre la partie haute contenant l’électronique à l’envers sur votre table afin d’y visser les 3 barres intégrants les moteurs X,Y et Z et les rails linéaires/courroies. Vous ne pouvez pas vous tromper car chacun est étiqueté. On remarquera la présence de dampers (amortisseurs) en liège pour atténuer encore le bruit des moteurs.



C’est ensuite au tour de la base d’être vissée sur les trois montants.

Place maintenant au montage de l’extrudeur et du capteur de fin de filament. La patte de fixation se visse directement en haut et l’extrudeur vient ensuite se placer à l’extrémité de celle-ci.



C’est ensuite au tour de la tête d’impression : il faut fixer les tiges carbone sur la platine et les relier à chaque axe.
On peut ensuite commencer à câbler le tout et fixer le tube PTFE.



Je passe volontairement sur les détails du montage car la notice explicative est très complète et il vous suffira de bien la suivre.
Vous pouvez aussi vous aider de la vidéo officielle de FLSUN pour le montage de la SR :
L’entretien courant
Je fais un petit paragraphe rapide là dessus car avec une imprimante comme celle-ci il faut régulièrement graisser les axes linéaires et vérifier que l’extrudeur ne s’encrasse pas au niveau des engrenages. D’autres points de vigilance sont aussi de mise.
Le graissage des axes linéaires est préconisé tous les 15 jours (je pense que c’est à prendre avec des pincettes car ça dépend forcément de l’utilisation de la machine). Il faut mettre de la graisse dans le petit trou et sur les bords des rails puis faire des mouvements de haut en bas pour la répartir. Vous pouvez aussi utiliser de la graisse blanche au lithium quand votre échantillon sera fini.
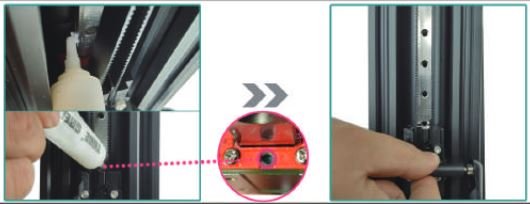
Faites la même chose sur la partie en contact avec les bras (tous les 15 jours aussi)

Pour les courroies il faut vérifier la tension environ tous les deux mois. Il faut dé-serrer les vis 1 et 2 et tourner la molette pour ajuster la tension. Lorsqu’il n’y a plus d’écart entre « cylindrical gasket » et « Iron sheet » (sur la photo) il faut serrer les vis 1 et 2.

Pour l’extrudeur il faut dévisser la molette afin d’ouvrir le côté pour nettoyer à l’aide du petit pinceau livré. A faire régulièrement.

Vérifiez aussi régulièrement les pneufits si vous n’êtes pas passé sur le magnetMK10 de chez hotends.fr. Un pneufit fatigué et c’est le tube PTFE qui se fait la malle.

Et le classique nettoyage du plateau à faire régulièrement pour retirer la poussière et les restes de filament. Utiliser une lingette avec de l’alcool isopropylique ou des petits pads tout prêt.

Les détails de la Flsun SuperRacer (SR)
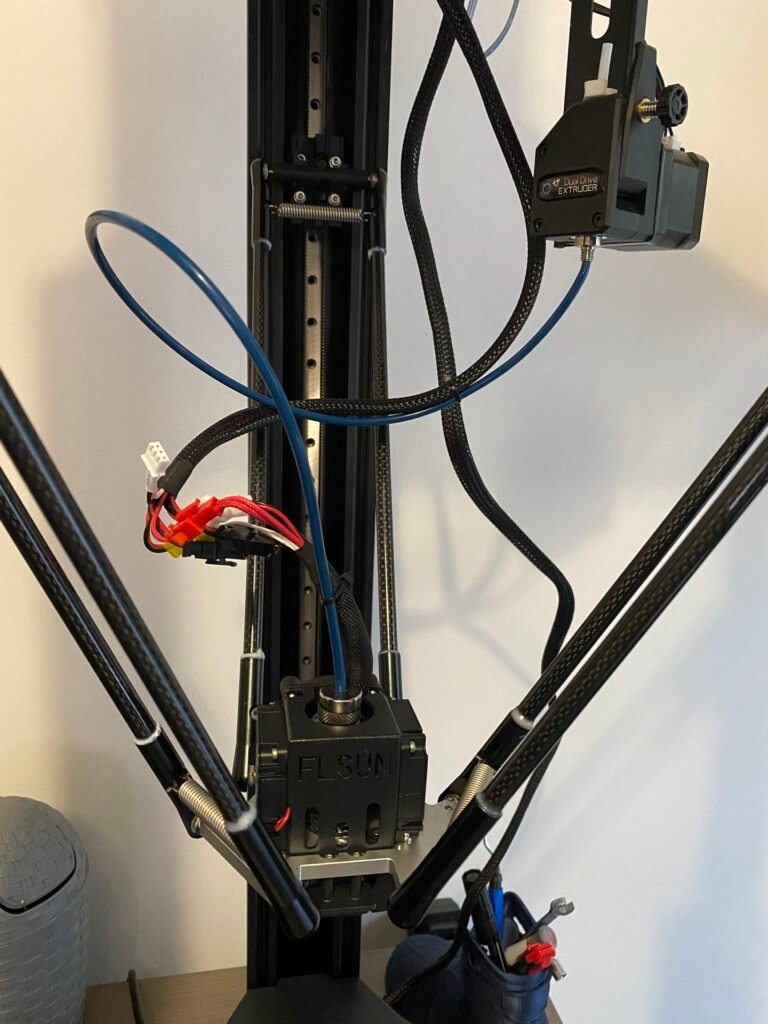
L’extrudeur qui est un clone Bondtech, le capteur de fin de filament et le support bobine :



Le plateau qui est de type Ultrabase (et cette fois-ci non collé), les rails linéaires et le système de tension ajustable des courroies :



La tête d’impression Volcano, la carte Robin Nano et le capteur de nivellement auto :



Les tiges carbone 3K et le tiroir intégré :



L’écran couleur tactile aimanté :





Suivant la température de la pièce je me suis retrouvé plusieurs fois avec la partie métallique collante qui avait lâché. L’écran pendouillait le long de l’imprimante. L’été a beau avoir été peu ensoleillé certains jours les températures de mon bureau avoisinaient les 30°c quand toutes les machines étaient en route.


Les réglages
Flsun vient de sortir le firmware v1.3 (14/09/2021), vous pourrez le trouver directement sur leur site : https://flsun3d.com/pages/sr-firmware
- 1.add a command to control screen buzzer .M114 B0 & M500 is turn off the buzzer.M114 B1 & M500 is turn on the buzzer.
- 2.fix skr v1.3 board save power-loss data while printing in v1.2.1 version.
- 3.change the number of FILAMENT_RUNOUT_DISTANCE_MM from 25 to 15.
- 4.support relative mode.
- 5.enable hotbed PID.
- 6.enable hotbed runaway protect.
- 7.change z step in adjust button ,from 0.05 to 0.0125.
- 8.add a change function while printing.click pause first ,then click operation ,you will see the change button.
- 9.change motor current to 1.25A.
- 10.if you turn off power-loss function,page can’t jump to the page that ask you if continue to print.
La Flsun SR SuperRacer est livrée avec un capteur de nivellement automatique. C’est la même chose que sur la Q5 et la QQ-S Pro que j’ai testé sur ce blog.
Je vais donc passer sur le réglage du plateau via le capteur. Voici néanmoins la vidéo de FLSUN :
Le trancheur (Slicer)
Pour le Slicer j’utilise IDEAMAKER et j’ai utilisé un profil créé par 3DMN pour la Flsun SuperRacer (SR). Il est disponible ici : https://www.ideamaker.io/detail/1810-super-racer

J’ai fait quelques modifications dessus afin d’apporter des petits changements et améliorations personnelles.
Les tests d’impressions
On débute avec le fichier de test fourni sur la carte MicroSD. On retrouve l’habituelle vis et son écrou. Je peux vous dire que ça va vite, très vite même ! on atteint les 180mm/s et c’est expédié en 37 minutes …




Pour les 3 tests d’impressions suivant je me suis focalisé sur la vitesse en laissant de côté la qualité. Cela dit le résultat est bluffant …
Second print qui sera utile tout de suite : une protection/réparation pour la télécommande du portail de garage. 28 minutes plus tard c’est réparé ! Pour ceux qui cherchent une protection de télécommande Hörmann c’est par ici : https://www.thingiverse.com/thing:3377598





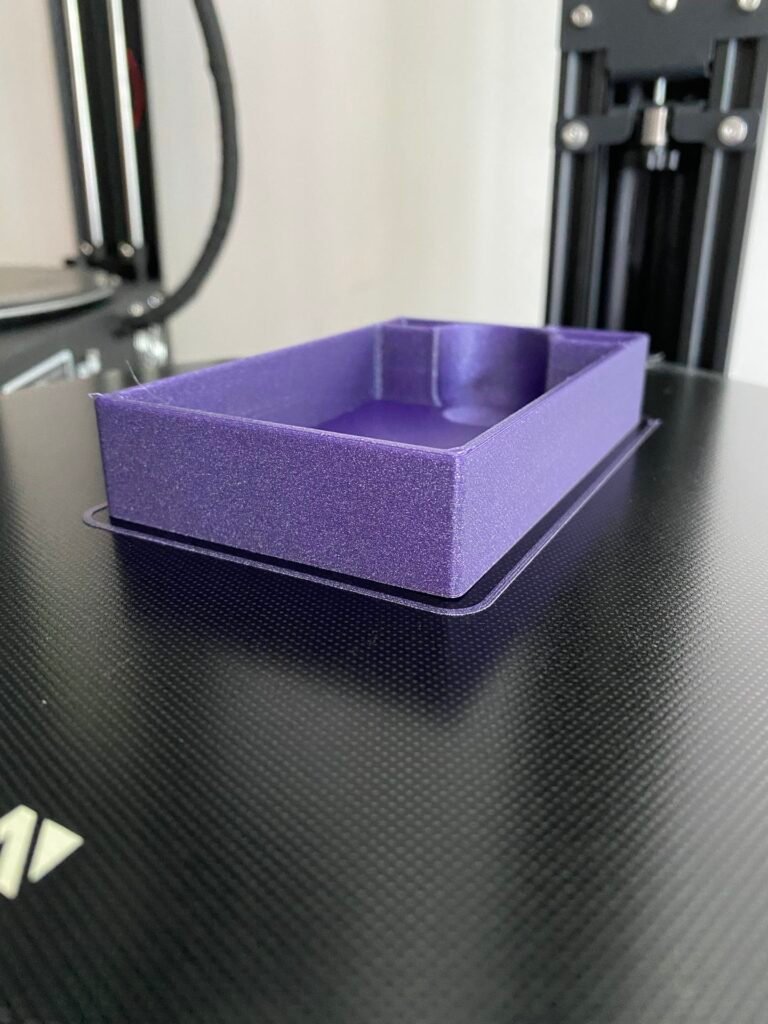
J’avais fais il y a quelques temps une boite pour ranger les jetons et jeux de cartes. L’auteur a sorti une version plus compact que je me suis empressé d’imprimer. Remplissage à 80mm/s et parois à 150mm/s le tout en 0.2 de hauteur de couche. Le PLA est chauffé à 215° et il s’agit du Giantarm Sparkly Violet. Franchement le résultat est quand même canon. STL disponible gratuitement ici : https://www.myminifactory.com/object/3d-print-compact-card-and-token-storage-box-172562






Le modèle suivant est disponible sur le Patreon de Hex3D. J’avais déjà fait plusieurs de ses modèles Tiki et il me manquait celui-là. Le filament est du Giantarm Sparkly Gris imprimé avec les même caractéristiques que précédemment. On notera pas mal de traces de sous-extrusion sur cette impression. J’étais à 215° je vais faire le test en montant à 225°.



Du coup j’ai modifié mon profil pour faire le test avec la version Tiki de IronMan et cette fois-ci à 225° je n’ai pas eu de soucis.

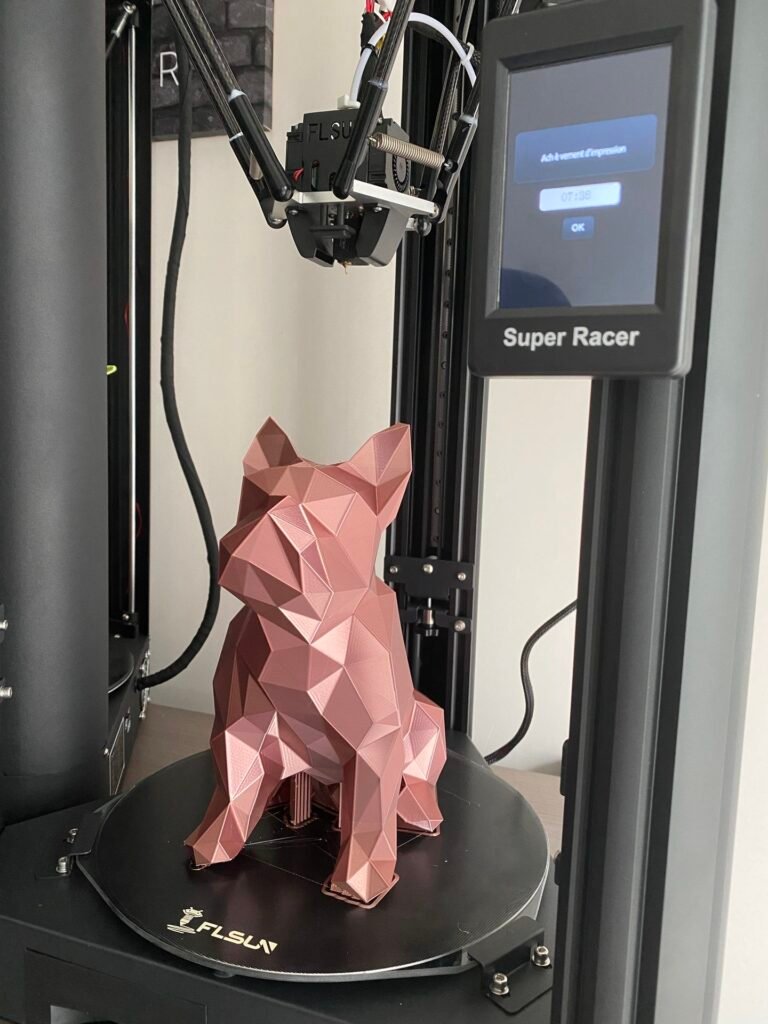
Le prochain modèle est un habitué de mes tests : il s’agit du bulldog low poly que je fais sans remplissage. La durée totale d’impression est de 7h30 pour un modèle de 20cm de haut. L’impression est excellente. Fichier disponible ici : https://www.thingiverse.com/thing:539558




La suite avec quelque chose de plus fin et plus petit. Je passe sur de la hauteur de couche en 0.12 avec un Minion disponible sur Cults3D. Un peu de stringing au niveau des doigts mais dans l’ensemble on est plutôt pas mal. Fichier disponible sur Cults3D : https://cults3d.com/fr/mod%C3%A8le-3d/art/spiderminion-homecoming-easy-print-no-support



Ayant reçu le Scanner Creality CR-Scan 01 j’en ai profité pour imprimer la poignée permettant un scan « manuel ». Celle-ci est assez gourmande en PLA …


Un porte cure-dent bien connu réalisé très rapidement lui aussi et en 0.2. J’ai quand même dû rectifier les mains car elles étaient très fines et ça a légèrement bavé.



Place à Totoro ! J’adore ce personnage et je l’ai trouvé cette fois en version pot à crayon ou pot de fleurs. Durant l’impression j’ai eu une coupure de courant d’environ 3 minutes et la reprise automatique n’a pas été très propre. Cela laissera une trace sur le bas du ventre. Le filament est un Tinmorry Silk Copper (cuivre).



Je poursuis avec le même filament pour un buste de César « La planète des singes ». La qualité du STL n’est pas exceptionnelle et les détails ne ressortent pas vraiment. Je l’ai sorti en 0.12, l’impression est très bonne mais pas le rendu du STL. Je pense qu’il s’agit d’un scan de l’original. Il est dispo ici : http://3dmag.org/en/market/item/2346/



Là où la SR devrait tirer son épingle du jeu ce sont les lithophanies. Autant vous dire que faire des lithos avec la SR c’est un gros gain de temps !
J’ai fait un test avec le site internet https://itslitho.com/ mais n’y connaissant pas grand chose j’ai laissé par défaut et je me suis retrouvé avec une épaisseur bien trop grosse ce qui empêche la lumière de passer facilement. Pour le profil litho je suis en 0.1 à 150mm/s 100% de remplissage (100mm/s). J’ai mis environ 11h pour ce format 10x15cm.



Je suis passé ensuite sur Luban, ce logiciel est une perle tant au niveau fonctionnalités que prise en main. L’interface peut paraitre un peu vieille mais une fois passé ce détails on se rends compte de toutes les possibilités qu’il offre. Il est disponible pour une durée de test de 30 jours, il vous faudra ensuite prendre une licence payante. Il vaut largement son prix ! www.luban3d.com
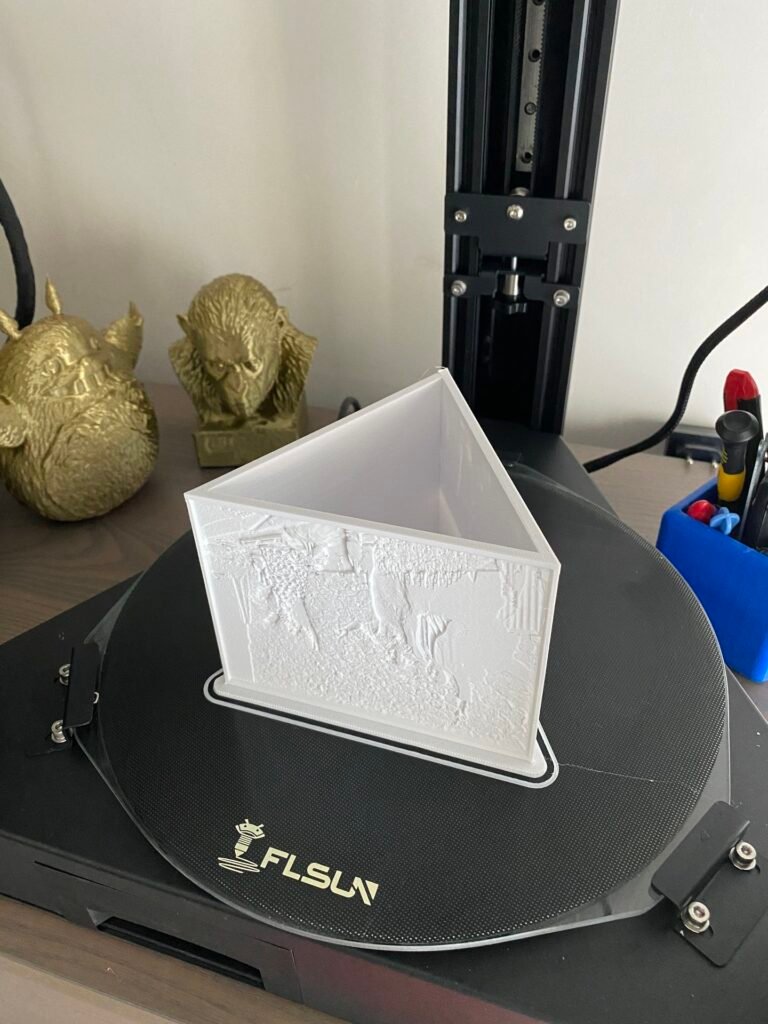
Test d’une litho en Arc de cercle avec support pour une petite lampe. J’en ai imprimé deux car je me suis rendu compte que la première fois je n’avais pas fait attention à l’échelle et je me suis retrouvé avec un petit truc de 5cm !
Pour la deuxième j’ai vu les choses en grand avec un triangle de 3 photos. Annoncée 33h sur ma Artillery Hornet et réalisée sur la SR en 19h.
Le rendu est vraiment sympa même si je n’avais que des petites lampes led type bougies qui n’éclairent pas des masses.


Mon profil Litho à grande vitesse est à améliorer car il y a de petites imperfections mais très peu visibles. Sans doute la rétraction à optimiser.
Pour ma prochaine impression je suis parti sur un range câbles/chargeurs. Marre d’entendre la phrase « il est où le chargeur » ce petit objet (bon pas si petit en fait) va m’être d’une grande utilité. Il permet de mettre 4 chargeurs et 8 câbles le tout bien ordonné.
Le fichier est disponible ici : https://cults3d.com/fr/mod%C3%A8le-3d/maison/range-cable-et-prise-de-chargement. Le fichier n’est pas vraiment optimisé, il consomme beaucoup de filament (annoncé 350grs) et il y a quelques bugs au niveau de la base mais cela ne gène pas l’impression ni le rendu final. Au total 10h d’impression (8h30 pour la base et 1h30 pour le couvercle). Sur la dernière photo je n’ai pas clipsé correctement le couvercle, idéalement comme il n’a pas vocation à être ouvert on peut même le coller. Filament PLA + (Pro) de chez Tinmorry.




Je me suis ensuite lancé dans l’impression d’un mini Stay Puft du célèbre film Ghostbusters – S.O.S Fantômes disponible sur cults3d : https://cults3d.com/fr/mod%C3%A8le-3d/divers/mini-stay-puft. J’ai imprimé en 0.2 avec une vitesse plus basse de 60mm/s pour les parois ext. et 80mm/s pour l’intérieur et le remplissage.




Lors de mon test de la FLSUN QQ-S Pro j’ai imprimé un support de casque. La partie basse a été faites sur la SuperRacer avec le superbe filament BlueBlack de Prinsfil. Couches de 0.2 sans supports à 80/100mms.


Pour continuer avec ce filament j’ai imprimé un pot à crayon inspiré des Nike Air de Marty dans retour vers le futur. Vitesse de 80/100mms en couche de 0.2 et l’impression sans supports. On peut remarquer quelques petits défauts sur les surplombs dû au manque de supports mais dans l’ensemble le print est très propre. Le STL est téléchargeable ici : https://cults3d.com/fr/mod%C3%A8le-3d/gadget/air-mag-sneakers-pen-holder



Encore un ! Et oui un nouveau tiki de chez Hex3D : Les Tortues Ninja. Filament Prinsfil Green Army Matte. Mêmes réglages d’impression : 0.2, 80/100mms. Comme vous pouvez le voir le plateau colle parfaitement 😉



Même filament pour une petite statue ne nécessitant pas de support. On peut voir que l’imprimante a quelques difficultés sur l’overhang mais que pour le reste c’est très propre.


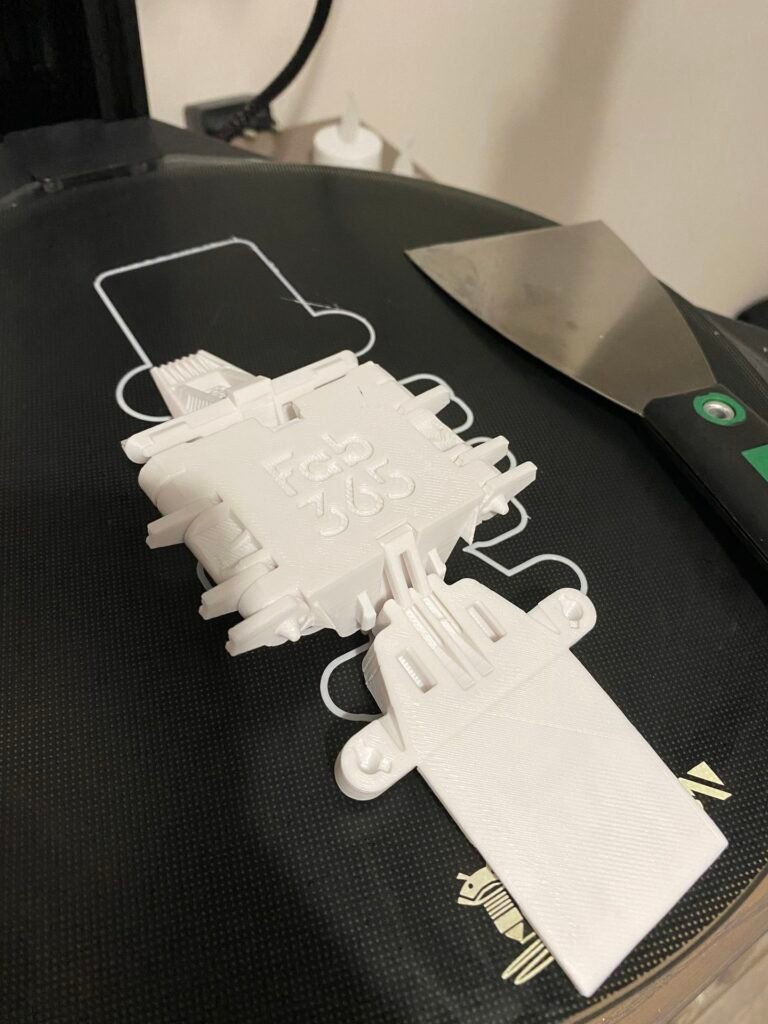
Afin de tester la précision sur un modèle repliable : le Lambda-class T-4a shuttle de chez fab365.net disponible sur son site : https://fab365.net/items/206
Il s’agit d’un vaisseau que l’on imprime et que l’on vient ensuite replier pour faire l’assemblage. La partie du vaisseau est en une pièce, il faut ensuite imprimer les ailes et le support. Mon levelling n’était pas parfait mais dans l’ensemble c’est très propre.
Pour la finesse j’ai imprimé en 0.12, vitesse 60-80mm/s avec le filament Tinmorry PLA+ blanc et le Prinsfil PLA BlueBlack.








et pour finir j’ai quand même sorti un Benchy à 200mm/s. Les parties les plus fines étaient à 130mm/s. Le résultat est à la hauteur de la vitesse : pas terrible mais « correct ».



Améliorations
La FLSUN SuperRacer fonctionne très bien d’origine mais mérite quelques points d’attention. J’en suis autour de 180h avec et j’ai remarqué un petit jeu dans le pneufit au niveau de l’extrudeur.
C’est le moment de tester l’adaptation du Magnet_MK10 V2 Capricorn XS de chez hotends.fr disponible ici (https://www.hotends.fr/fr/accessoires/71-magnetmk10-v2.html?aff=2) et si besoin vous pouvez commander un autre adaptateur BMG ici (https://www.hotends.fr/fr/accueil/113-adaptateur-alu-bmg.html?aff=2).
Le PTFE d’origine fait 565mm, vous pouvez donc prendre la version 65cm de chez hotends.fr et la retailler.
Pour l’adaptation sur le clone BMG il faut que le tube PTFE dépasse du connecteur afin de rentrer dans le petit logement plastique. Pour cela il faut visser le PTFE afin qu’il dépasse de 3-4mm, agrandir le tube avec un forêt de 2mm (en serrant vous aller compresser l’intérieur donc il faut réadapter). Ci-dessous un petit schéma :

Et voilà le montage fini :

Le résultat est impeccable. Je trouve ça plus précis à la rétraction.
La deuxième amélioration à prendre en compte serait le changement de l’extrudeur clone BMG par un original. Le coût est situé entre les 45-60€ suivant l’endroit où vous aller l’acheter. C’est surtout utile lorsque l’on souhaite imprimer à des vitesses assez hautes comprises entre 150 et 200mm/s. En effet le clone a ses limites là dessus.
Et bien sûr je ne saurais que conseiller l’utilisation d’une buse Nitro Max qui vous permettra d’imprimer des filaments abrasifs sans augmenter radicalement le diamètre de la buse laiton sur quelques impressions.
Conclusion
Alors cette FLSUN SuperRacer ? On imprime pleine balle à 200mm/s et ça marche ??
Au risque de vous décevoir … NON ! En effet, imprimer à des hautes vitesse nécessitent de prendre en compte beaucoup de paramètres.
Déjà la base c’est le filament, il faut prendre un filament de qualité car pour imprimer vite il faut monter la température afin que celui-ci s’écoule rapidement. Un filament qui s’imprime à 190° va devoir encaisser du 220-225° pour des vitesses de 150mm/s et supérieures.
Ensuite il faut prendre en compte la pièce à imprimer. Autant sur une pièce ne nécessitant pas de détails précis ça pourra passer que pour une figurine détaillée on arrivera vite aux limites d’une FDM. Même avec un réglage très fin des accélérations, du jerk, etc, ça va vite devenir un test permanent.
Par contre il est vrai qu’elle est à son aise avec des vitesses de 80 à 100m/s et qu’on peut facilement monter à 150mm/s sur certaines pièces comme par exemple des lithophanies ou des pièces sans trop de rétractions et de changements rapides de direction.
Son énorme avantage, et ça vous l’aurez compris, c’est : qui peut le plus peut le moins. Pour des détails il suffit de baisser la vitesse et la résolution, pour imprimer rapidement une boite, un tube, etc, là vous pouvez mettre le pied dedans !
Comme indiqué dans les améliorations vous pouvez optimiser la SuperRacer avec un meilleur extrudeur, une buse de qualité et un système de refroidissement plus poussé afin d’aider sur les surplombs.
Les plus +
- Les rails linéaires
- L’écran tactile couleur
- Le silence d’impression
- Son volume d’impression plutôt sympa pour une delta
- La qualité globale de conception
- Le plateau est enfin amovible donc interchangeable
- Système d’autolevelling
Les moins –
- Le clone BMG qui limite la qualité d’impression au delà de 150mm/s
- le support de bobine toujours aussi horrible et peu pratique
- Système de maintien de l’écran (pastille autocollante) qui se décolle régulièrement en cas de fortes chaleurs
- La ventilation à revoir pour les surplombs
Achat de la FLSUN Superracer (SR) au meilleur prix
Cet article n’est pas sponsorisé par la marque, il s’agit de mon ressenti et du résultat de mes tests avec la FLSUN SuperRacer (SR). Comme tous les tests fait sur ce blog, il s’agit du reflet de la réalité c’est aussi pour ça que je mets les photos en pleine résolution pour que vous puissiez zoomer sur les détails.
Si vous avez aimé mon article, n’hésitez pas à commander via les liens affiliés disponibles sur cette page. C’est aussi grâce à vous que je peux rester indépendant sur les tests et ne pas privilégier une marque parce qu’elle m’a envoyé son modèle gratuitement.
Vous trouverez la Flsun superracer (ainsi que les autres) dans cet article dédié mis à jour régulièrement : Liste des imprimantes 3D en promotion et au meilleur prix, livraison gratuite Europe sans frais de douanes


Bonjour,
Jaimerais avoir le profile d’impression Ideamaker mais le lien ne fonctionne plus…
Pouvez-vous m’envoyer le profil s’il vous plait ?
En vous remerciant,
Bonjour, je viens de le ré-up ici : https://www.ideamaker.io/detail/2489-super
[…] réussi à négocier sa place à mon Vaisseau Arcadia d’Albator 84 (imprimé avec ma FLSUN SuperRacer) dans la bibliothèque du salon il me fallait un petit support pour qu’il passe entre les […]