
J’ai reçu cette imprimante il y a maintenant 2 mois. Emballé par cette nouveauté et son design très sympa, je me suis vite mis à la détester … C’est une imprimante grand public mais on se rend vite compte qu’elle n’est pas faite pour les débutants mais plutôt pour les bricoleurs ou les utilisateurs avertis. Je vais vous expliquer tout ce que j’ai dû faire dessus (sans surcoût) pour qu’elle imprime « correctement ».
Caractéristiques techniques
Il s’agit de la première CoreXY de la marque. A l’inverse d’une imprimante cartésienne comme la Ender 3 ou la Ender 5. Pour ceux qui veulent voir la différence entre une cartésienne, une CoreXY et une Delta voici un vidéo très bien faite (en anglais)
Revenons à notre Ender 6 :
- Taille d’impression : 250x250x400mm
- Taille de la machine : 495x495x650mm
- Poids de la machine : 22Kg
- Châssis aluminium
- Épaisseur de couche : 0.1-0.4mm
- Vitesse d’impression : 0-150mm/s
- Température de la buse : 180 ~ 250°c
- Température max du plateau : <100°c
- Diamètre de la buse : 0.4mm
- Système d’exploitation : Mac / Windows7 / Windows10
- Format de support : STL, OBJ, G-Code, 3MF, AMF
- Diamètre habituel de 1.75mm pour le filament
- Écran couleur tactile 4.3″
- Carte mère 32bits Creality 4.3.1
- Drivers TMC2208
- Plateau de type Ultrabase
- Alimentation intégrée 24v 360w
- récupération de l’impression après coupure de courant
- Entièrement fermée sur les côtés avec deux portes à l’avant
- Temps de chauffe buse (25 à 180℃):~1.30min
- Temps de chauffe plateau (25 à 60℃):~3min
Le déballage
Comme toujours, l’imprimante arrive bien emballée dans son carton avec des mousses de protection pour chacun des éléments.






On retrouve les fameux panneaux en plexiglas bleu translucides, la base, les montants, et tous les accessoires + une bobine de 250grs de filament blanc.



La notice de montage est précise, j’ai déjà monté une Ender 5 Pro qui est dans le même gabarit. Celle-ci étant une CoreXY tout le système de courroie est déjà monté et il vient s’installer en dernier en haut de l’imprimante.
Le montage
On commence par les profilés, il y a des indications pour ne pas se tromper sur les 4 et savoir à quelle place ils se mettent. Il y a un seul trou sur la base mais deux sur le profilé. J’ai bien revérifié et c’est normal donc on va visser dans ce seul et unique trou.



Une fois les 4 montants installés on peut passer à l’étape qui va venir « refermer » le haut de l’imprimante. Il s’agit de l’installation du système de courroie qui intègre la tête d’impression. Installation très simple aussi avec 4 vis pour fixer l’ensemble.


On passe maintenant à l’installation du plateau et des rails en Z. Pensez bien à brancher le moteur au moment où vous allez introduire l’ensemble dans le chassis. En effet une fois fixé on ne peut plus accéder à la connectique (si je vous dis ça vous imaginiez bien ce qu’il m’est arrivé 😉 ).






Et voilà. L’imprimante prend forme. Il nous reste à installer l’extrudeur, le support de bobine, le capteur de fin de filament, et les parois.
L’extrudeur et le détecteur de fin de filament se mettent sur le côté droit de l’imprimante. Il y a des trous prévus à cet effet dans la paroi.






Nouvelle erreur : bien retirer la protection du plexiglas de chaque côté ! Sinon vous allez un peu galérer à la retirer une fois posée.
Vient ensuite le câblage : il y a un connecteur centralisant tous les fils ce qui facilite l’arrivée des câbles.






Chaque câble est identifié, vous ne pouvez pas vous tromper. Une fois les raccordements effectués vous allez pouvoir finir de poser les parois ainsi que les deux portes de devant.


Ca y est la bête est montée ! Il aura fallu pas loin d’une heure et demi pour tout faire.
Voici la vidéo officielle de Creality pour le montage :
Premiers tests
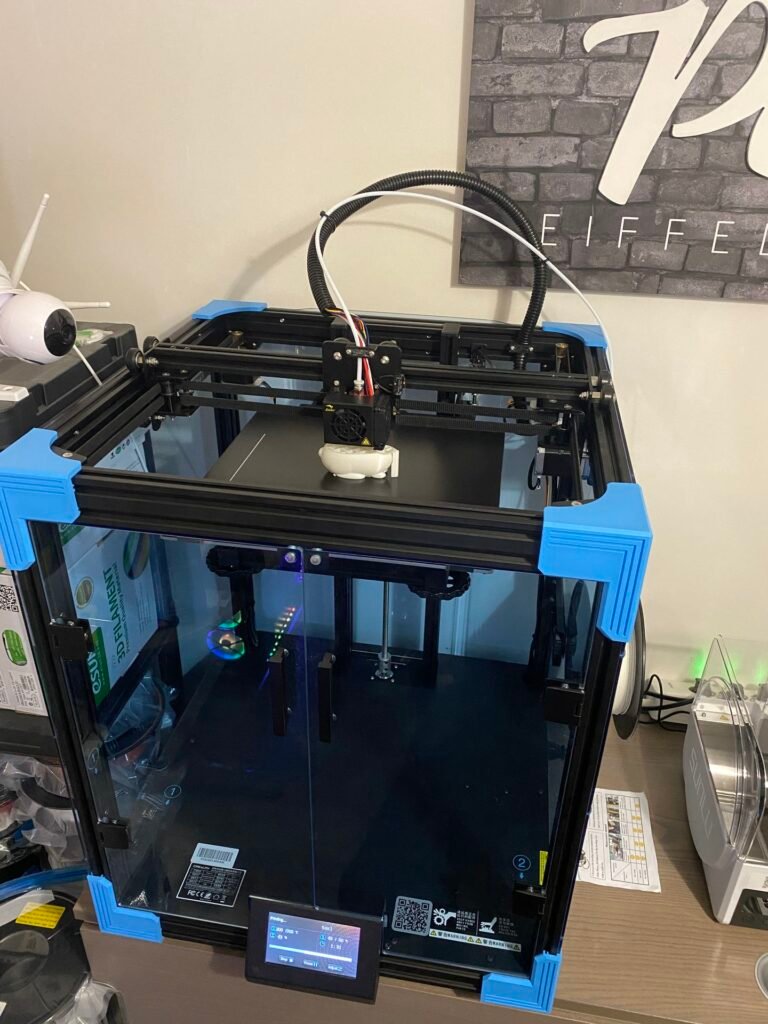
Je vais l’installer dans le bureau pour lancer les premiers tests. J’ai pas mal parcouru les forums et groupes de discussions qui parlent de cette imprimante et c’est souvent la même chose qui revient dessus : le stringing à gogo ! En effet avec un bowden mesuré à 85cm et un extrudeur double entrainement « classique » + le mauvais placement du détecteur de fin de filament on arrive à des trucs pas top sur un print.
Je vais lancer un des tests de la carte SD fournie. Il s’agira d’un petit lapin. Ce test va déjà me montrer que la bobine se retrouve rapidement tassée contre la paroi dû au détecteur de fin de filament. Pour pallier à ça j’ai mis un petit pad autocollant en caoutchouc qui bloquera la bobine pour éviter de marquer trop rapidement le plexiglass.





Sur le petit lapin j’aperçois déjà du stringing entre les deux oreilles … je me dis que ça va être sympa à régler vu que ce fichier est sensé être parfaitement calibré pour la Ender 6.
Le volume d’impression de la Ender 6 étant de 400mm de haut je vais utiliser toute cette surface pour lancer un château de vampire. Le vampire Castle disponible sur MyMiniFactory ici : https://www.myminifactory.com/object/3d-print-vampire-castle-102867
Je le lance en 0.2mm de hauteur de couche et 60mm/s avec un filament Geeetech SILK Silver.



Au milieu de la nuit vers les 18h d’impression le filament se bloque dans l’extrudeur et je me retrouve avec une moitié de château au petit matin.

Je nettoie l’extrudeur, et je me rends compte que le filament est limite broyé par celui-ci. Je détends le ressort pour éviter qu’il soit autant comprimé. Sur la moitié de château imprimé je vois bien que le stringing est très présent. Ce sontdes cheveux entiers entre chaque déplacement de la buse.
Je lance donc des tests de stringing, j’essaye du 4.5-45mm/s 4.5-60mm/s, 7-45mm/s, 7-60mm/s, etc, différentes températures, différents filaments et je vais même jusqu’à 10mm de rétraction ! rien a y faire ! j’ôte le détecteur de fin de filament et je gagne un peu en qualité, j’appelle Fred de chez hotends.fr pour qu’il me fasse un magnet_fit MK10 v2 de 85cm en Capricorn XS (reçu le surlendemain merci à lui pour sa rapidité) et je relance des tests. C’est mieux mais ce n’est toujours pas ça.




Je lance un gros fichier qui nécessite moins de rétraction à la chaîne. Il s’agit d’un chien dont la bouche sert de vite poche. Il est disponible sur cults3d : https://cults3d.com/en/3d-model/jewelry/dog-with-big-mouth
Impression à 80mm/s en 0.2 pour 28h au total. Je n’ai pas mis de supports mais le modèle en nécessiterait quand même pour être plus propre au niveau du menton. L’impression est correcte mais sans plus. J’ai quelques stries par ci par là comme si les courroies étaient mal tendues (pourtant rien de ce côté là).



Je relance mon château avec du Silk Silver de chez Eryone cette fois-ci. Il faudra environ 60h en 0.2 et 40cm de hauteur. Il y a encore du stringing, certes moins que précédemment mais c’est quand même bien présent.



Une figurine plus petite (Donkey Kong), disponible sur Cults3D dans la collection de : https://cults3d.com/fr/utilisateurs/Alsamen/cr%C3%A9ations, en fera aussi les frais. Filament Eryone SILK bleu.



Dès le moment où il n’y a pas de rétractions trop rapides comme des pièces plates, on obtient un résultat plutôt satisfaisant. Ci-dessous un porte œuf de pâques, un vase (en mode vase bien sûr)et le système pour intégrer une horloge du type Delorean que l’on retrouve dans retour vers le futur.












La plupart des utilisateurs de la Ender 6 sont soit passés en direct drive (pièce imprimée pour garder le système d’origine ou carrément un ensemble type Hemera ou autres), et c’est quelque chose que je me refuse à faire car j’aimerais la faire fonctionner stock, soit ils ont déplacé l’extrudeur pour raccourcir le système bowden d’environ 25cm. Je me résous du coup à déplacer l’extrudeur et raccourcir mon tube PTFE (je gagnerais 23cm). Par chance il me reste des supports de bobines de chez Geeetech et ça passe niquel.



Je lance une figurine (Elsa) par https://cults3d.com/fr/utilisateurs/Alsamen/cr%C3%A9ations . L’extrudeur semble galérer un peu et je me retrouve avec une impression très mauvaise.



C’en est de trop … je démonte entièrement l’extrudeur, je le mets en pièce et je remonte l’ensemble en calant bien les deux roues dentées pour que le filament passe parfaitement entre chacune d’elles (je me suis rendu compte que j’avais un léger décalage entre les roues ce qui empêchait le filament d’être extrudé bien droit et faisait un frottement important).
Je relance mon Donkey kong (même gcode) et le résultat est nettement mieux ! On peut voir la différence entre les deux impressions. A gauche bowden raccourci et extrudeur entièrement remonté et calé, à droite l’impression stock. Pour info je suis à 6mm et 45mm/sec pour la rétraction.



Pour la suite un petit Olaf (toujours dans la même collection : https://cults3d.com/fr/utilisateurs/Alsamen/cr%C3%A9ations) avec le même filament.



L’impression est vraiment plus propre, je ne dirais pas parfaite mais par rapport aux débuts difficiles j’en suis à me dire que c’est une réussite. Je vous rassure l’effet granuleux du corps est dans le STL.
Le slicer
Cette fois-ci j’ai vraiment galéré à trouver quelque chose de correct. J’ai commencé avec IdeaMaker puis je suis passé sur PrusaSlicer pour finir avec Cura 4.8 et mon profil Ender 3 modifié pour l’occasion.
Je ne proposerais du coup pas de profil dédié à la Ender 6 dans l’immédiat. Je vais voir ce que je peux améliorer sur Ideamaker qui est celui que j’utilise régulièrement.
Conclusion
Comme vous avez pu le voir j’ai énormément galéré avec cette imprimante. J’ai déjà testé entre 25 et 30 imprimantes et je n’ai jamais eu autant de problèmes à régler sur une seule et même machine.
Ce qui me « rassure » c’est de voir que la communauté Ender 6 est globalement dans le même cas que moi. En résumé on voit de tout : extrudeur déporté, Direct Drive, passage à Klipper au lieu de Marlin, changement de hotend, changement d’extrudeur, etc…
J’ai fait le choix de rester sur des solutions non couteuses pour pallier aux soucis de stringing en imprimant une cale pour déporter l’extrudeur d’origine par exemple. Clairement je pense que la meilleure solution est le direct drive. Alors soit avec le moteur et hotend d’origine soit en passant sur du tout en un comme une E3D Hemera ou autre modèle équivalent.
Je ne peux pas dire que cette imprimante est une réussite dans sa version « stock ». Il faudra bricoler dessus, passer du temps à faire des réglages, tâtonner, en gros être prêt à s’investir dedans. Ce n’est pas forcément ce que recherche la plupart des clients et c’est pour ça que je la déconseille aux débutants.
Sur le papier l’idée est magnifique : Une imprimante 3D CoreXY capable d’imprimer rapidement, un semi-caisson pour éviter les courants d’air et donc s’adonner plus facilement à l’ABS ou à des matériaux plus complexes, un volume de 400mm en hauteur (on regrettera le fait de ne pas avoir mis un plateau de 310x310mm qui aurait tenu largement dedans) et quelques petites options comme l’écran couleur tactile, le détecteur de fin de filament, etc.
Les +
- Une imprimante CoreXY (une vraie)
- Ecran couleur tactile
- Caisson vitré très joli (à part en haut mais il y a des adaptables)
- Détecteur de fin de filament
Les –
- L’extrudeur souvent mal monté
- le détecteur de fin de filament mal placé
- Le bowden hypeeeer long (85cm)
- La conception générale qui pâtit des choix techniques
- Le stringing qui nécessite des modifications
Une fois de plus Creality a sortie une machine qui a tout pour plaire sur le papier mais qui s’avère compliqué à utiliser si on ne fait pas de modification dessus.
Nous sommes mi-2021 et on ne devrait pas proposer ce genre de machine sur le marché sans avoir étudié les retours auprès de différents testeurs. Alors oui je suis déçu car j’attendais beaucoup de cette machine et mon cas n’est malheureusement pas isolé. Sur une machine proposée autour des 450-500€ (ce n’est pas forcément très cher pour une CoreXY) on s’attend à beaucoup mieux.
Alors au final faut il quand même l’acheter ? OUI si vous aimez mettre les mains dedans et bricoler dessus, NON si vous voulez une imprimante qui fonctionne très bien après l’avoir monté et réglé correctement.
Cet article n’est pas sponsorisé par la marque, il s’agit de mon ressenti et du résultat de mes tests avec la Creality Ender 6. Comme tous les tests fait sur ce blog il s’agit du reflet de la réalité c’est aussi pour ça que je mets les photos en pleine résolution pour que vous puissiez zoomer sur les détails.
Si vous avez aimé mon article n’hésitez pas à commander via les liens affiliés disponibles sur cette page. C’est aussi grâce à vous que je peux rester indépendant sur les tests et ne pas privilégier une marque parce qu’elle m’a envoyé son modèle gratuitement.
Vous trouverez cette imprimante en promotion auprès de mes partenaires avec un code de réduction (ainsi que les autres) dans cet article dédiée mis à jour régulièrement : Liste des imprimantes 3D en promotion et au meilleur prix, livraison gratuite Europe sans frais de douanes


Merci pour ton retour complet sur la machine, déçu de devoir faire autant de chose pour la rendre correcte.
C’est un peu bâclé de leurs parts et c’est fort dommage.
Cependant, grâce à tes retours d’utilisation je pense clairement l’acheter.
Donc merci pour tout ?
Depuis le temps que tu lorgnes dessus 😉
Le soucis de l’extrudeur est que ceux sont des extrudeurs « merdique ».
Ils coûtent 4 fois rien, et c’est pour cela que dans 99% des utilisateurs les changeront.
Monte à la place un BMG (ou clone) double entrainement.
Et ce genre de soucis reviens fréquemment sur les extrusions en Bowden « avec grande longueur de tube ».
J’avais une CR-10 en caisson autrefois, où j’avais déporté l’extrudeur à 2 mètre de l’imprimante. Résultat : Je n’ai eût que des problèmes en installant si loin de l’imprimante.
Ceux qui comme moi en ont fait les frais et l’expérience passent en Direct Drive.
C’est ce que j’ai fait sur ma Nouvelle Ender 5 Plus.
Plus de soucis d’extrusion, avec un extrudeur BMG + montage en Direct Drive.
Je ne comprend toujours pas Creality (et les autres fabricants) qui n’optent pas directement pour un montage de l’extrusion en Direct Drive. C’est tellement plus pratique.
Oui c’est ce que je compte faire mais le but de la review était de conserver à peu près l’origine. Ils auraient dû mettre celui de la CR-6se dessus.
Bonjour,
Je serais intéressé..
Quel sont les concurrentes direct ?
Sinon, auriez vous un liens pour l’explication de comment la passer en direct drive ?
(suis novice a se sujet) .. j’ai une ender 3 que j’utilise « correctement » , je cherche juste avoir une finition plus fine et en plus grand format … (Ayant eu dans les mains des impressions faites avec une ultimaker 3 … ) puis je esperer arriver a qlq chose d’aussi fin ?
Merci
Pour le direct drive il y a pas mal de fichiers sur Thingiverse pour conserver l’origine. Sinon Il faut passer sur du BiQ H2 ou Hemera par exemple.
Ultimaker est forcément au dessus ce n’est pas du tout la même gamme d’imprimante mais on peut avoir des résultats vraiment très corrects.
Bonjour ,
j’ai un petit soucis avec l’imprimante qui n’arrive plus a reconnaitre la carte sd
est ce que tu as une solution ?
cordialement
Marie
Il faut soit la formater ou alors tester avec une nouvelle carte. Si aucune n’est reconnue c’est peut être au niveau de la carte mère (le slot SD) qui a rendue l’âme.
Le formatage de la carte uniquement en Fat32.
Bonjour
Je viens d’acheter une Ender-6 et j’ai une question sur la vitesse d’impression quand on utilise le G-Code peut-on régler la vitesse sur la machine, l’imprimante est-elle prioritaire sur le G-Code?
J’ai trouvé un défaut sur le fin de course du plateau Z il est monté a l’envers il faut le retourner de 180° sur son axe horizontal pour que la tige face office de bras de levier et augmente la précision.
Merci pour ce blog très intéressant.
CDL. Pierre
Bonjour Pierre, oui on peut modifier la vitesse depuis l’imprimante mais ça se fait en pourcentage. Sinon il faut passer par changer le firmware Marlin par Klipper et jouer sur beaucoup plus de paramètres : Le Sonic Pad par exemple permet de faire la manipulation de façon plus rapide.
bonsoir, j’ai acheté une ender 6 mais je n’arrive pas a lancer le logiciel pour imprimer sur mon pc. y’a t-il une solution ?
merci d’avance
Bonjour, pour le logiciel on parle bien de Cura par exemple ? Il faut aller le télécharger directement sur le site officiel si besoin : https://ultimaker.com/fr/software/ultimaker-cura
Il est recommandé d’imprimer « offline » c’est à dire directement en copiant le fichier gcode sur la carte SD et lancer l’impression depuis l’imprimante.